mach3 聯動_mach3軟件使用教程
文:汪祥
3D打印被譽為“第三次工業革命的核心技術”,在航空航天、建筑、醫療等領域有著越來越廣泛的應用。而傳統的3D打印機應用是三軸運動系統,材料只能在一個方向上層層堆疊。當打印零件較復雜時,需要打印大量的支撐結構作為輔助,既浪費材料又影響加工效率,還會對零件表面質量產生影響,并且三軸打印還容易形成“臺階效應”而影響產品質量。現通過在已有X、Y、Z三軸 3D 打印平臺上添加擺臺,增加繞Y軸旋轉的B軸和繞Z軸旋轉的C軸,實現了五軸多方向打印。通過協調各軸運動來調整加工平面的方位,使零件結構的傾斜角度始終小于其臨界支撐角,在避免支撐結構添加的同時減少了臺階效應。
相關研究結果表明,五軸3D打印能夠解決多數零件的加工,但目前尚沒有一個針對所有零件的加工指令生成方案。本研究在對五軸3D打印加工工藝進行研究的基礎上提出了針對薄壁旋轉體零件的統一加工方法。首先設計了具有代表性的回轉體零件,并通過坐標變化生成其五軸加工代碼;然后在自主搭建的五軸3D打印平臺上進行實際打印操作,驗證了此方案的可行性,為后續五軸3D打印工藝研究提供方向。
1 五軸 3D 打印技術進展
在五軸3D打印機的硬件研制方面,現有可進行五軸3D打印的加工平臺有:SAUER LASERTEC 公司與 DMG MORI 公司共同合作建造的 LASERTEC 65 型激光熔覆加工機床;美國 OPTOMEC 公司根據 LENS 原理在三軸基礎上將工作臺更改為搖籃模式而研發的一套五軸3D 打印機;日本ENOMOTN kogy公司開發了能夠在現有工業級五軸控制技術基礎上連續進行擠出式3D 打印和銑削操作的五軸混合加工機床等。
五軸 3D 打印加工工藝方面的研究進展如下:
①挪威奧斯陸大學的學生?K Grutle設計了如圖1所示的五軸3D打印機。該打印機在傳統三軸打印機的基礎上安裝有擺臺,并添加了A軸和C軸。該研究只是根據已有方法通過打印簡單的零件對打印機性能進行驗證,并未對五軸3D打印的工藝進行深入研究。
圖1 挪威奧斯陸大學的五軸3D打印機
②中國礦業大學機電工程學院的胡慶等提出了將復雜模型進行分割簡化的五軸3D打印技術。該研究利用最優子序列匹配算法(NOSB),將模型提取出骨架,再利用基于歸納學習法的交互式分割算法,將模型拆分成主體與支架,從而達到簡化模型的目的。然而,該研究的缺點在于不能處理某些不可再分割的具有復雜曲面的零件,如薄壁回轉體零件等。
③University of Rhode Island 的Musa Jouaneh 教授研究了在圓柱形、半球形類特殊結構上利用Optomec LENS (Laser Engineered Net Shaping)3D金屬噴印激光成型技術進行材料添加的加工方法。此研究為后來的五軸3D打印技術提供了參考,然而該方法受零件形狀的極大限制。
近年來3D打印技術得到了很大發展,但五軸3D打印技術作為3D打印技術發展的未來趨勢,其工藝研究仍處于初步階段。
2 薄壁回轉體五軸3D打印工藝及平臺搭建
(1)薄壁回轉體五軸 3D 打印工藝
根據加工方式考慮薄壁回轉體的3D打印。為了沿回轉路徑打印材料,傳統三軸打印機需要X、Y兩軸聯動劃出圓軌跡,但兩軸聯動會使打印精度下降。
從工件成型質量上考慮薄壁回轉體的3D打印。由于其回轉截面的形狀不確定,結構上會有懸出部分。由于是薄壁,打印時的擠出料容易塌落,在不加支撐的情況下允許向外延伸的角度有限。此外,當回轉體的表面坡度較大時,階梯效應會更加明顯,曲面的表面質量不佳。因此,傳統三軸切片打印的兩個缺點“附加支撐”和“臺階效應”在一般的薄壁回轉體制造中很容易顯現出來。而在采用五軸打印方式時,這兩個缺陷都能夠避免。
由于五軸機床的C軸可繞Z軸連續旋轉,恰好可以完成回轉體的回轉軌跡,因此擠出頭僅需X或Y軸在一個較小的范圍內移動,C軸連續轉動即可完成一層材料的堆疊,精度相對于兩軸聯動的方式更高。此外,利用B軸擺動,可以對工件的回轉截面進行不同角度的分層,因而可以根據回轉截面內外曲面的法線方向進行分層,并通過B軸轉動使每一層材料堆疊都完全落在上一層的基礎上,加工過程中不會出現懸出部分,并且內外表面也是連續的。
由以上分析可知,采用五軸3D打印工藝加工薄壁回轉體具有明顯的優點。
(2)五軸 3D 打印平臺搭建
① 擠出頭溫度控制
在3D打印過程中,要求擠出頭溫度能夠穩定在一個區間之內。為了達到該效果,自行搭建了溫控系統來進行控溫。利用溫敏電阻采集溫度信號,通過arduino UNO進行數據處理并得出當前的擠出頭溫度。然后通過控制電路的通斷來控制擠出頭是否加熱,使擠出頭溫度在可控的區間內波動。
②電機控制
通過MACH3搭配nMotion來控制X、Y、Z以及A、C共計五個運動軸,B軸用來控制噴嘴的送料速度和送料量。
③平臺搭建
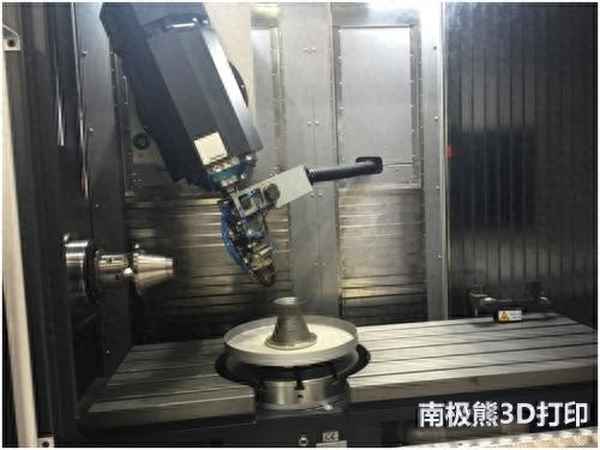
該平臺由三個平移軸和兩個旋轉軸構成,三個平移軸由步進電機以及絲桿構成。在絲桿上搭載滑塊,滑塊上安裝3D打印機的擠出頭,實現X、Y、Z三個方向的運動。下半部分搭載了一個可沿Y軸旋轉的旋轉軸和一個可以沿Z軸旋轉的旋轉軸。
3 五軸3D打印工藝
(1)五軸3D打印一般加工思路
本文以添加繞X軸旋轉的A軸和繞Z軸旋轉的C軸為例進行說明。對于添加B、C軸的情況,其原理相同。在擺臺轉動的過程中,如果將擺臺看作靜止,則材料的擠出頭會圍繞擺臺作相對運動,其變換過程如圖2所示。
(a)A回轉軸
(b)C回轉軸
圖2 回轉軸變換
當A、C軸分別旋轉時,變換矩陣R(X,A)(φ)和R(Z,C)(θ)分別為
A、C 軸同時旋轉時,變換矩陣T為R(X,A)(φ)和R(Z,C)(θ)的乘積,有
因此,旋轉后的坐標(X′,Y′,Z′)與原坐標(X,Y,Z)的關系可表示為
(2)薄壁回轉體零件加工
選用圖3所示的薄壁回轉體零件作為樣件來解釋本研究所提出方案的可行性。
(a)樣件模型 (b)底座剖面
圖3 薄壁回轉體零件樣件
圖3中,回轉體截面的內外側母線為一段同心圓弧。在傳統的快速成型技術中,以Stl模型為基礎的分層制造工藝存在臺階效應,影響零件的尺寸精度和表面粗糙度。此外,因支撐材料的使用,使3D打印物體的種類和樣式得到了較大的擴展,但同時提高了制作成本,也會影響與物體表面接觸處的表面質量。采用五軸式運動機構并采取與工件曲面相適應的分層方法,可有效避免傳統方法存在的問題。
(a)樣件坐標系及角度分層計算(b)樣件剖面
圖4 樣件模型坐標系及剖面
圖4為樣件模型坐標系,圖中的一些符號含義注解如下:X、Z軸為機床坐標系,Ο為回轉體縱截面內外表面圓弧曲線的圓心。
將O點與工件內表面上任一點相連,此連線與水平面夾角為θ;將此連線向上偏轉Δθ得到的新線段與壁厚所夾得截面A1即為堆疊層;X1與Z1為原坐標系繞原點逆時針旋轉至X軸與A1截面相平行時的新坐標系。樣件從截面看可被分為兩個部分,并使用不同的切片方式進行處理:①底部三角部分(見圖3b、圖4a中黑色部分);②上方完整同心圓弧構成的主體部分。
樣件制造具體軌跡規劃如下:
①底部三角部分使用Z軸分層,運用MATLAB軟件編程計算三角縱截面在不同Z高度處的內外表面X坐標,記為x1、x2。打印時首先擠出頭固定在x1坐標,C軸回轉一周形成內表面圓;然后擠出頭移至x2處,采用同樣方法打印出外表面圓。隨即擠出頭在x1至x2之間來回移動,C軸以一定速度配合X軸往返頻率同步回轉一周,在兩圓環之間以鋸齒線形式完成材料填充。
②主體部分:由于工件外表面為圓弧,當Δθ較小時,內外層厚度可近似看作相等。由于A1層高方向為外表面法線方向,則A1為任意一處壁厚的法向截面。此時,通過繞Y軸轉動的B軸旋轉打印平臺,使固結于工件上的坐標系變換為圖4a所示X1、Z1坐標系,則可簡單地使3D打印擠出頭在A1截面上沿X軸方向移動。利用繞Z軸轉動的C軸轉盤旋轉平臺,同時保持送料步進電機的送料,即可在A1截面回轉形成的內凹圓錐面上進行堆疊。由于此種疊加方式的每一層都是沿著圓弧切線方向堆疊,可以有效削弱臺階效應。此外,由于在切線方向堆疊,上一層相對于下一層沒有X軸方向的平移,所以不會出現懸空堆疊,避免了傳統三軸打印過程中所需的支撐結構,從而節省了材料。
同樣使用MATLAB建立數學模型,求解出X、Z坐標系逆時針回轉在不同角度θ時對應平行截面A(見圖4b)的內外表面X、Z坐標。其中,角度信息對應機床實際加工過程中的擺臺B軸角度,每個轉角θ有對應的截面A。擠出頭抬升至對應的Z高度,隨后的層面填充方法與三角部分相同。從根本上來說,以上方法是根據B軸轉角分層來處理。考慮擠出材料厚度應與兩次轉角之間層面厚度對應,經過計算得到B軸的每次轉角增量Δθ為0.1°。
MATLAB生成的數據都導出至EXCEL表格中,通過編寫C++程序讀取EXCEL文件并以 Gcode代碼文件格式(如添加G指令、添加XYZABC字符等)輸出。由于試驗平臺機床采用nMotion CNC 六軸控制器,故將控制器中的A軸用來控制送料步進電機。此外,在程序內部對每兩行運動指令之間運動軌跡長度進行計算,并根據標準送料速率得出A軸的進給(送料)量并添加至Gcode中;每層鋸齒線填充過程中的C軸轉角與擠出頭X移動量的配合會影響填充密度,其設置與Gcode輸出相同,也在C++程序中自動完成。
(3)實物展示
實際加工所得樣件如圖5所示,樣件底座為傳統三軸打印所得,上部為依托改進后的五軸程序打印所得。由圖可知,底座的表面粗糙度明顯大于工件上部的表面粗糙度。因此,改進后的五軸加工方式相對傳統三軸打印具有更大的優勢,五軸打印可有效提高工件的表面加工質量,臺階效應較小且無坍塌現象,從而證明了本文方案的可行性。
(a)主視圖(b) 俯視圖
圖5 3D打印樣件實物
小結
通過增加B、C軸,五軸3D打印解決了懸浮結構的支撐問題,減小了臺階效應,為3D打印的工藝優化提供了更多選擇。五軸3D打印加工工藝技術在研究方面還處于起步階段,缺乏統一的加工指令生成方案。本研究的意義在于為五軸3D打印加工指令生成提出新方案,為后續研究奠定基礎。
作者:汪祥